📋
Basic Information
Model NO.JLT24-C0001
Production TypeMass Production
Machining MethodCNC Machining
MaterialNylon, Steel, Brass, Alloy, Aluminum, Customize
Tolerance+/-0.01mm
QC System100% Inspection Before Shipment
Surface Roughness0.8
Capacity1,000,000 PCS/Month
⚙️
Product Parameters
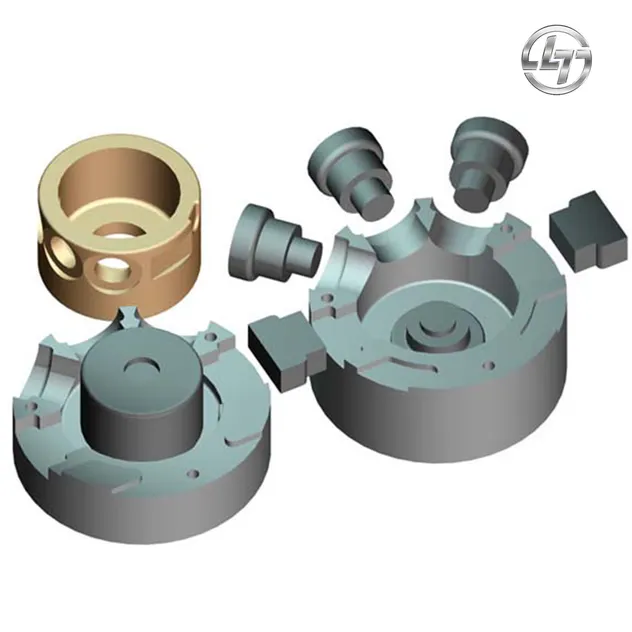
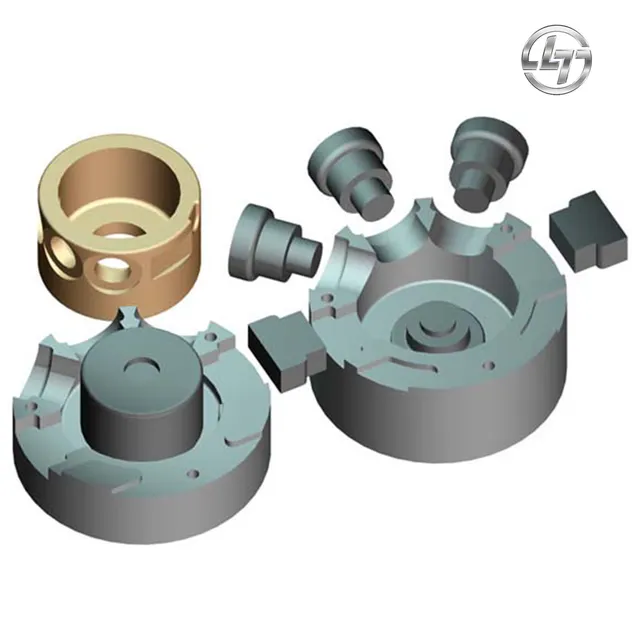
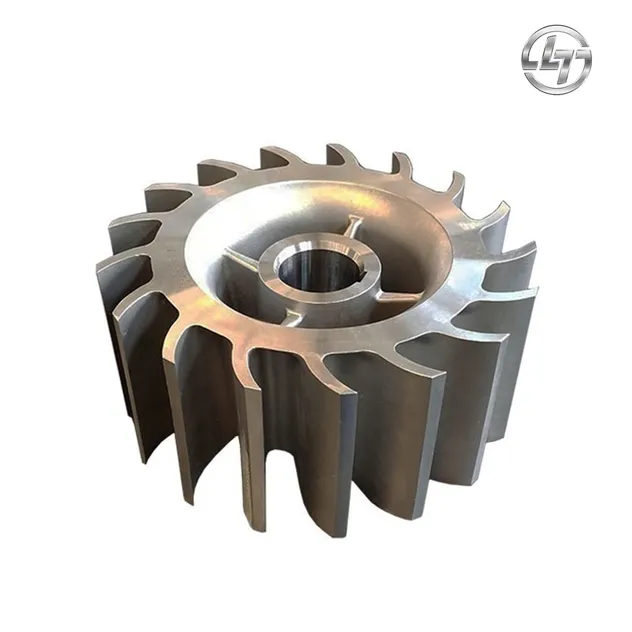
We focus on customized, near-net-shape metal parts, integrating the advantages of forging and casting to provide customers with diversified solutions. Through advanced forging technology (hot forging, cold forging, precision forging) and casting technology (sand casting, investment casting), combined with unified heat treatment and finishing procedures.
| Category |
Material Details |
| Carbon Steel Forging | 1020 Steel, 1035 Steel, 1045 Steel, A105, Q235, Q345, etc. |
| Alloy Steel Forging | 20Cr, 20CrMo, 30CrMo, 35CrMo, 42CrMo, etc. |
| Stainless Steel Forging | AISI 304, AISI 304L, AISI 316, AISI 316L, AISI 316Ti, etc. |
| Weight Range | 0.1 - 50 Kg |
| Diameter Range | 5mm - 600mm |
| Machining Tolerance | 0.01mm |
| Heat Treatment | Solution, Annealing, Quenching, Tempering, Aging, etc. |
📦
Packaging & Shipping
Our packaging prioritizes protection and environmental responsibility. We use high-strength cardboard boxes and tailored cushioning like foam or air cushions to prevent transit damage. For fragile items, wooden crates are utilized. All exported products are handled through reliable transportation methods to ensure efficient delivery.
❓
Common FAQs
What core information is required for customization?
Please provide 3D models (STP/IGS), material specifications (e.g., 42CrMo), tolerance requirements, and DFM requirements.
How to choose between forging and casting?
High-strength parts typically require forging for better structural integrity, while complex shapes with lower strength needs adopt casting (gravity or die casting).
What causes casting shrinkage porosity and how is it solved?
It is often caused by unreasonable gating system design or uneven cooling; it is solved by optimizing the riser layout and cooling rate.
What is the typical lead time for production?
Casting usually takes 15-30 days, while forging typically requires 20-45 days depending on complexity and trial run requirements.
How do you ensure dimensional stability of components?
We use fixture fixing during the cooling phase, standardize heat treatment processes, and conduct rigorous post-processing calibration.
What materials are best for high-performance components?
For forging, pre-hardened steel alloys are preferred; for casting, aluminum alloys or ceramic matrix composites (CMC) are often used for high performance.